

徐州君晟教学设备有限公司
联系人:祁先生
联系方式:18052147115
地址:徐州市泉山区建国西路
微信:18052147115
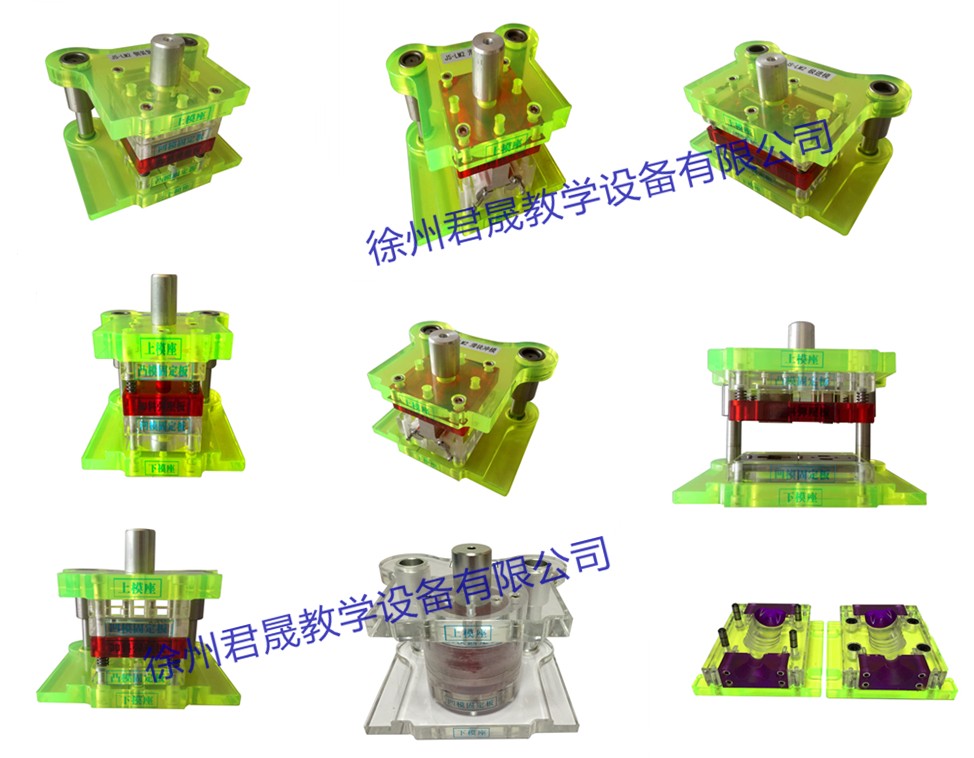


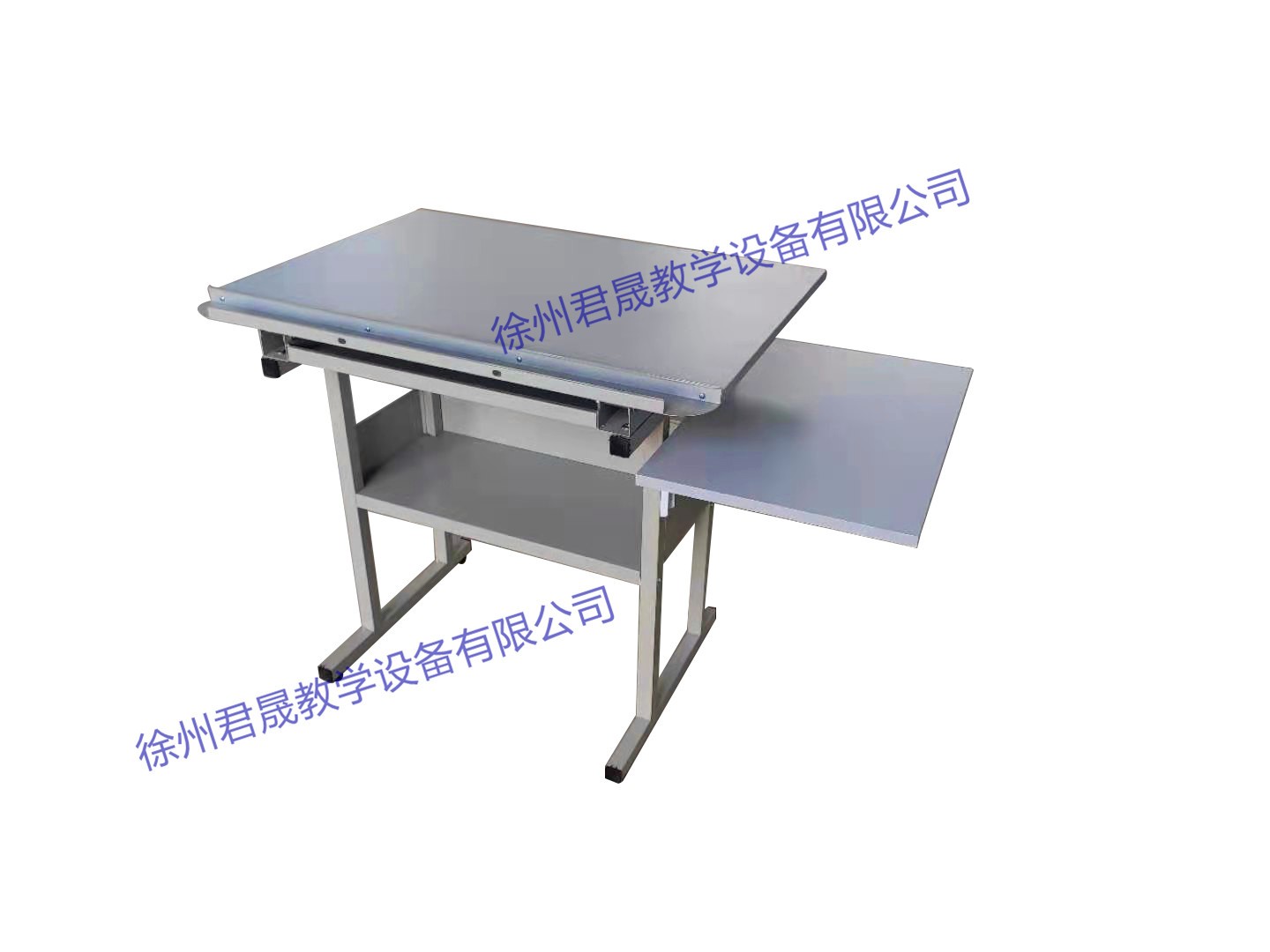
模具结构正确,零部件完整,精度高,符合原理要求。模具板采用优质亚克力色板制作,抛光处理,导柱导套等主要用铝合金等金属材料制作。该产品较之前传统工艺不论是外观保养还是质量保证都得到显著优化和提高,重量为3kg左右。通过对不同类型模具的拆装训练,了解模具工艺,学生从认知模具到设计模具能更好的学习及运用。更多模具类型欢迎来电咨询。
序号 | 名称 | 拆装用规格(mm) | 拆装及机器 两用规格(mm) | 详细描述及技术要求 |
1 | 冲孔模 | 200x160 | 150x100 | 用模具沿封闭线冲切板料冲下的部分为废料,封闭线外是产品. 冲压1椭圆孔,料带利用挡料销定位。 |
2 | 落料模 | 200x160 | 150x100 | 用冲模沿封闭轮廓曲线冲切,封闭线内是产品,封闭线外是废料.用于制造各种形状的平板零件. 冲压菱形工件,产品尺寸不小于35×30 mm,料带利用挡料销定位 |
3 | 弯曲模 | 200x160 | 150x100 | 把板材料沿直线弯成各种形状,可以加工形状较复杂的零件。 |
4 | 拉伸模 | 200x160 | 150x100 | 把板材料毛坯成形成各种开口空心工件的模具,此模具带压边装置,拉深前毛坯套在压边圈上依靠外形定位,拉深后冷冲件从凸模上托出,凸凹模都装有顶出装置。 |
5 | 正装复合模 | 200x160 | 150x100 | 在模具同一位置上能完成几个不同的冲裁工序的模具.正装复合模,它的落料凹模在下模处,凸凹模装在上模处.不适用于多孔制件的冲裁冲压菱形工件,料带利用挡料销定位。 |
6 | 倒装复合模 | 200x160 | 150x100 | 模具同一位置能完成几个不同的冲载工序的模具.倒装复合模,它的落料凹模在上模处,凸凹模装在下模处,适用于制件平直度要求不高的厚板制件,操作方便.安全,适用于多孔制件的冲裁.冲压菱形工件,料带利用挡料销定位。 |
7 | 连续拉伸模 | 240x200 | 200x150 | 制品初次拉深无法成形,需要多次拉延的模具。该模具用带料一端顺序拉延,直到末次拉延时才将制件由带料上冲落。 |
8 | 级进模 | 240x200 | 200x150 | 多工位级进模是精密高效,长寿命的模具.它适用于冷冲小尺寸,薄料,形状复杂和大批量生产的冷冲零件. |
9 | V型翻板弯曲模 | 200x160 | 150x100 | 该模具为避免材料滑动,在定模部分高有两块翻板。当凸模压下时,翻板随材料弯转,定位板必须与材料接触,所成型的零件精度较高。 |
10 | 圆管冲模 | 200x160 | 150x100 | 该模具需将平坯料一次弯成圆管形零件。定模有两件活动凹模由顶板托住,当凸模将材料压下时,模块相向转动,将材料弯成圆形。凸模上升时,已弯成圆管零件就套在其上,随之上升。 |
11 | 闭角滑块冲模 | 200x160 | 150x100 | 该模具需将平坯一次弯成两内侧角度小于90°的零件。模具定模部分需有两个滑块,平坯放在定位板上,当凸模下降时,平坯先被 弯成∪型 ,凸续继下降,滑块开始运动将∪形两侧向内弯成所需角度。 |
12 | 两圆相扣成型冲模 | 240x200 | 200x150 | 该模具成型零件需为两圆环相扣结构件,模具设有自动下料结构,当模具工作时,先要切断线材,通过上模原型芯完成单个圆环的成型,将已成型的圆环套于线材再重复一次圆环成型。即完成两圆相扣成型。该工艺工序少,简洁实用,冲出的产品接口平整,合格率高,能满足使用要求。 |